
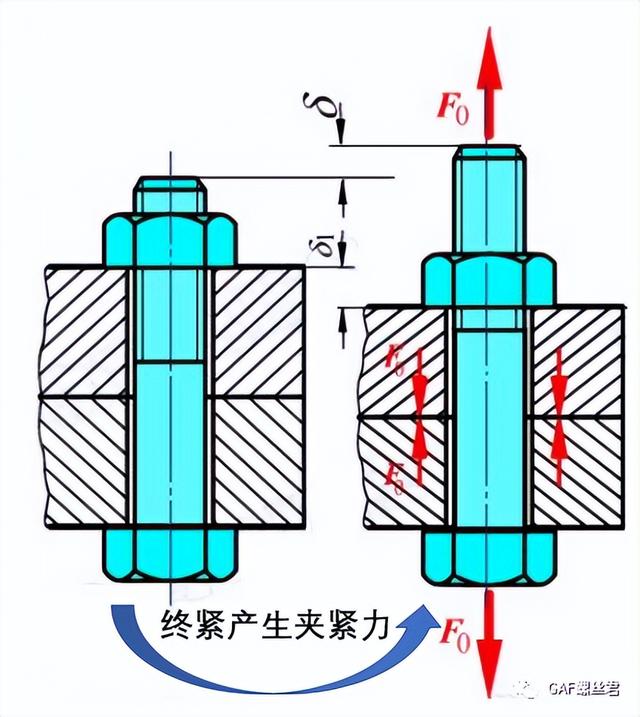
紧固件完成找帽、预紧的铺垫后,接下来就要进行终紧了,终紧的主要目的是为了产生足够的夹紧力,该步骤是拧紧的最后一步,也是最重要的一步。
很多汽车因为紧固件召回的原因,部分是螺栓终紧出现了问题,导致车子运行过程中会有连接点的松脱风险。
我们今天和各位螺丝君一起探讨下紧固件终紧,应如何做好扭矩和角度的监控?确保拧紧点能达到设计的扭矩、角度和夹紧力。

01
紧固件分步拧紧的好处
紧固件拧紧按照重要等级分类可分为:K***T ***、K***T B和K***T C,重要性等级依次降低。
对于K***T C的拧紧点,可以一次拧紧,不需要分布拧紧,且拧紧扭矩和角度不需要进行监控。
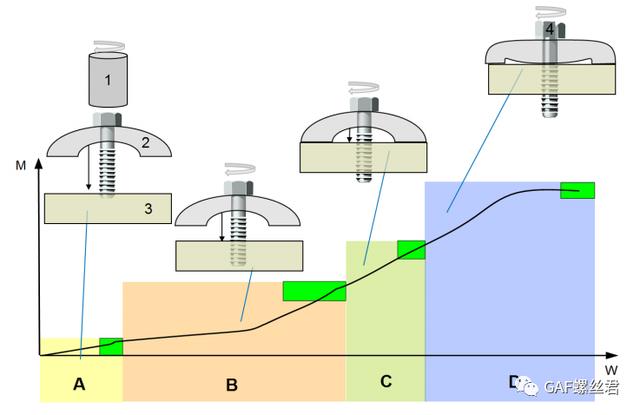
而对于K***T ***、K***T B的拧紧点需采用多步骤拧紧。其目的是满足拧紧节拍要求、防止拧紧枪过冲、防止产生拧紧缺陷等。
例如:
- 如果全程都是以20rpm拧紧,那么对于长螺栓拧紧,其节拍就会很慢;
- 如果全程都是以200rpm拧紧,那么终紧的的角度和扭矩精度就会较差。
此外,快速拧紧的螺栓产热严重,摩擦系数就会不稳定,如拧紧在油漆的钢板上,还会容易导致黏滑现象。
因此,为保证拧紧质量可靠,重要拧紧点的位置务必采用分布步骤拧紧,且进行扭矩和角度监控。
02
终紧的角度和扭矩监控
扭矩法拧紧的终紧目标数值为扭矩,角度需要进行统计监控;角度法拧紧的终紧目标数值为角度,扭矩需要进行统计监控。
下面,我们对两种方法分开论述:
1、扭矩法
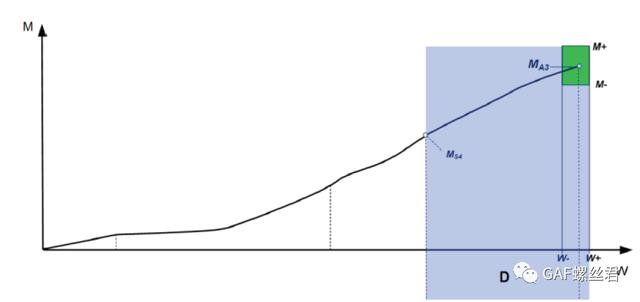
M***4为扭矩额定值(目标值),该数值为设计定义的扭矩数值,MS3为门槛扭矩,
W+为转角上公差,W-为转角下公差,M+为扭矩上公差,M-为扭矩下公差
监控范围:
- 角度上限W+:μ+3(通过大量样本统计获得,μ为均值,为标准差)
- 角度上限W-:μ-3(通过大量样本统计获得,μ为均值,为标准差)
- 扭矩上限M+:1.15*M
- 扭矩上限M-:0.85*M
M= M***4为扭矩目标值
为保证拧紧精度和避免产生拧紧缺陷,推荐转速为20 rpm。
例如:
- 某拧紧点的工艺扭矩M***4为100Nm,
- 角度监控的上限:μ+3,
- 下限:μ-3。(统计数据量建议为100-10000),
- 扭矩监控的上限:115Nm,
- 扭矩监控的下限:85Nm。
2、角度法
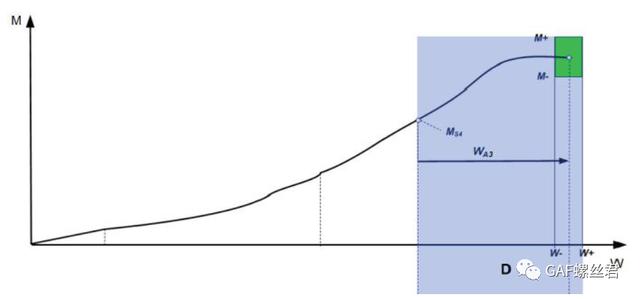
MS4门槛扭矩,W+转角上公差,W-转角下公差,W***3转角额定值(目标值),M+扭矩上公差,M-扭矩下公差
- 角度上限W+:W***3+5°
- 角度下限W-:W***3-5°
- 扭矩上限M+:μ+3(通过大量样本统计获得,μ为均值,为标准差)
- 扭矩下限M-:μ-3(通过大量样本统计获得,μ为均值,为标准差)
为保证拧紧精度和避免产生拧紧缺陷,推荐转速为20 rpm。
例如,
- 某拧紧点的拧紧工艺为100Nm+180°,
- 此时W***3=180°,
- 角度监控的上限:185°,下限:175°,
- 扭矩监控的上限:μ+3,
- 扭矩监控的下限:μ-3。(统计数据量,建议为:100-10000)。
03
拧紧中间过程的监控
某连接点从点***拧紧至点C,在终紧C位置设置监控窗口,正常的拧紧如红色曲线所示,假设异常的拧紧曲线如黑色的拧紧曲线所示。
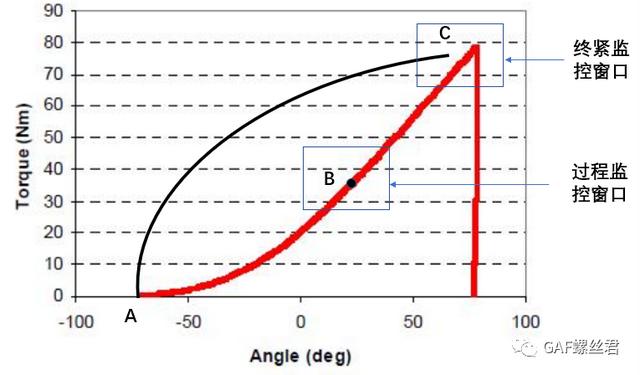
小伙伴们是否发现?红色曲线和黑色曲线最终都判为合格,但很明显,黑色曲线的连接是不正常的。
那么,该如何识别像黑色曲线这种异常曲线呢?这就是需要增加过程中的扭矩和角度监控。
具体的监控,如下图所示,一般设置个目标值为扭矩的监控窗口。具体目标值扭矩为多少呢?
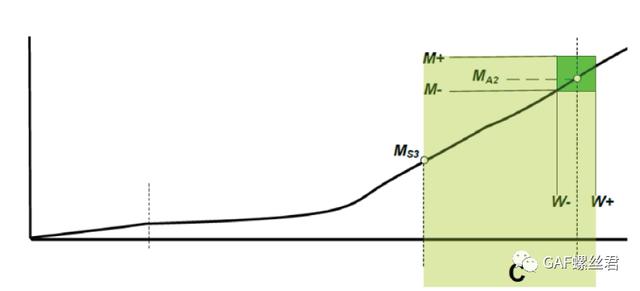
我们建议:
- 如果终紧为扭矩法M时,那么中间的目标扭矩可设置为05*M;
- 如果终紧为角度法M+W时, 那么中间的目标扭矩可设置为M。
W+为转角下公差,W-为转角下公差,M***2扭矩额定值(目标值),M+扭矩上公差,M-扭矩下公差,
监控范围:
- 角度上限W+:μ+3(通过大量样本统计获得,μ为均值,为标准差)
- 角度上限W-:μ-3(通过大量样本统计获得,μ为均值,为标准差)
- 扭矩上限M+:1.15*M
- 扭矩上限M-:0.85*M
M= M***2为扭矩目标值
为保证拧紧精度和避免产生拧紧缺陷,推荐转速为20 rpm
例如:
- 某拧紧点的工艺扭矩为100Nm,
- 那么角度监控的上限:μ+3,下限:μ-3。(统计数据量建议为100-10000),
- 扭矩监控的上限:50*1.15=57.5Nm,
- 扭矩监控的下限:50*0.85=42.5Nm。
再例如:
- 某拧紧点的工艺扭矩为100Nm+180°,
- 那么角度监控的上限:μ+3,
- 下限:μ-3。(统计数据量建议为100-10000),
- 扭矩监控的上限:100*1.15=115Nm,
- 扭矩监控的下限:100*0.85=85Nm。
04
螺丝君的结论
01
紧固件的终紧,是拧紧过程中最后也是最重要的一步,其主要的目的是为了产生足够的夹紧力,确保连接的可靠。对于K***T B和K***T ***的拧紧点,其扭矩和角度需设置监控,避免离散;
02
扭矩法终紧的拧紧点,其角度需通过3s统计的方法确定监控窗口;而对比角度法终紧的拧紧点,其扭矩需通过3s统计的方法确定监控窗口;
03
为确保拧紧过程正确可靠,建议在拧紧过程中的某个位置设置目标值为扭矩,角度通过3s统计方法确定的监控窗口,保证过程受控可靠。
今天的话题,就分享到这里;更多详情,请关注微信公众号:G***F螺丝君(G***F-luosijun)
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.rlxzw.com/4258.html


{kind=link}